Study-gcode
Method
従来の 3D データをスライスする方法では、内部構造などは、汎用のスライサー(スライスソフト)に依存してしまう。
汎用ソフトで、手の届かない細かな部分まで操作するために、gcode をモデリングするような手法を考えた。

index
-
60x60.gcode // example gcode
-
5 // rhino5 ghx
-
ExportFile.ghx // テキストファイル書き出しのテスト用スクリプト、GH_CPython
-
grid-ver1.ghx // 中心点からの距離に応じて変化量の変わるグリッド、線形での移動なのであまり可愛くない
-
Write-gcode-ver1.ghx
// 普通の四角形、G93 E0 の部分 Python 側で反映なかった X -
Write-gcode-ver2.ghx // 普通の四角形
// 吐き出し量 E0 修正、速度指定 F4000 追加、gcode ファイル書き出し機能追加、スカート追加 X -
Write-gcode-ver2-Desktop.ghx // 普通の四角形
// slab の卓上用に、無理やり書き換えた。とりあえずok -
Write-gcode-ver3.ghx
// 3D のポリラインのデータリストから、gcode に変換するように変えた。タイムスタンプと、必要なパラメータを冒頭にコメントを書けるようにした
cf.
アトラクタで膨らむグリッドを使って、真ん中がやわらかい感じ?
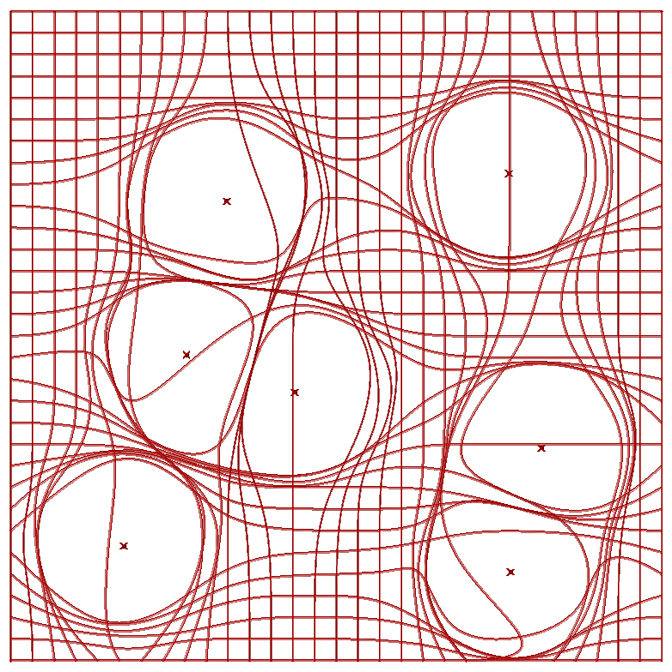
GH: GRID SPREADING
http://formularch.blogspot.com/2012/06/gh-grid-spreading.html -

gcode syntax
G0 Xnn Ynn Znn Enn Fnn Snn : 高速直線移動
G1 Xnn Ynn Znn Enn Fnn Snn : 直線移動
Xnn X軸上における移動先の位置
Ynn Y軸上における移動先の位置
Znn Z軸上における移動先の位置
Enn 現在地点と移動先地点の間で押し出されるフィラメントの量
Fnn 速さ的な、変えたいときにそこで宣言するだけでよい
; ex
G1 Z3.0
G1 X1.25 Y2.5 E3.0 F2.0
G92: 位置を指定する(Set Position)
G92 E0Printing - 181022
吐出量の調整が必要
これは多すぎる
卓上の 3D プリンタは、パスの length の 0.1 倍くらいの値が良さそう

成功した
181022-Desktop.gcode

gh-PointList to gcode
Write-gcode-ver2.ghx までは、2次元パスに、ループ処理でZ座標を足しているんですけど、途中でカタチを変えてくのとかだと、2次元パスが単一ではないので、この方法は変えたほうがいい。
現状(上の状態から)、3次元に配列したパス(データツリー)から gcode に変換、に実装し直す。
これからはパスの方で3次元情報も与えて(2次元のパスを)書く方法に。
造形物の可視化もできるので一石二鳥
ghPython で、Datatree
マジでよくわからない
今回は、とりあえず 30x50 のデータツリーを、
Flatten した 1500 のリストにして、50 ずつ切り出して使った
ver3
とりあえず OK
なんか資料はあるけど
http://cu.t-ads.org/tips-datatree-in-python/
Grasshopper 1.0 (Rhino6) 以降は、TreeHelper とかいうのがあるっぽい
import ghpythonlib.treehelpers as thhttps://developer.rhino3d.com/guides/rhinopython/grasshopper-datatrees-and-python/
Printing - 181029
データはこれ

ベットが綺麗になった。ガラスベットに。
ちょっとはがれる

テスト。
剥がれがあるものの、gcode は大丈夫そう。

靴のようなもののテスト。
UV のサーフェスの走査パスから gcode。
サーフェス

ポリラインに

gcode 書き出した

普通のスライサで、スライスするとこんな感じ

プリント結果



cf.
ナイキ初の3Dプリントによるシューズアッパー開発、ロンドンマラソンで披露

https://www.fashionsnap.com/article/2018-04-18/nike-flyprint/
gcode Modeling??
普通の3Dプリント
3D Brep → スライサー → プリント
スライス工程がブラックボックス
ここをハックするための、gcode 生成
普通のスライスでは普通のものしか作れない
現状はスライスしていない、良質なポリラインをつくっている、gcode Modeling
良質なポリラインを、gcode に変換する
応用例、案として
-
縦は通常の PLA 、横はフレックス系の柔らかいもので重ねる
-
Z 方向にも移動して、曲面を仕上げる
-
内部構造をコントロールした方向異方性を持った物体
-
積み上げた向きには弱い、一本で行ければ強い。MarkForge のカーボンとか
-
吐出量の調整で、ひものような陶器↓
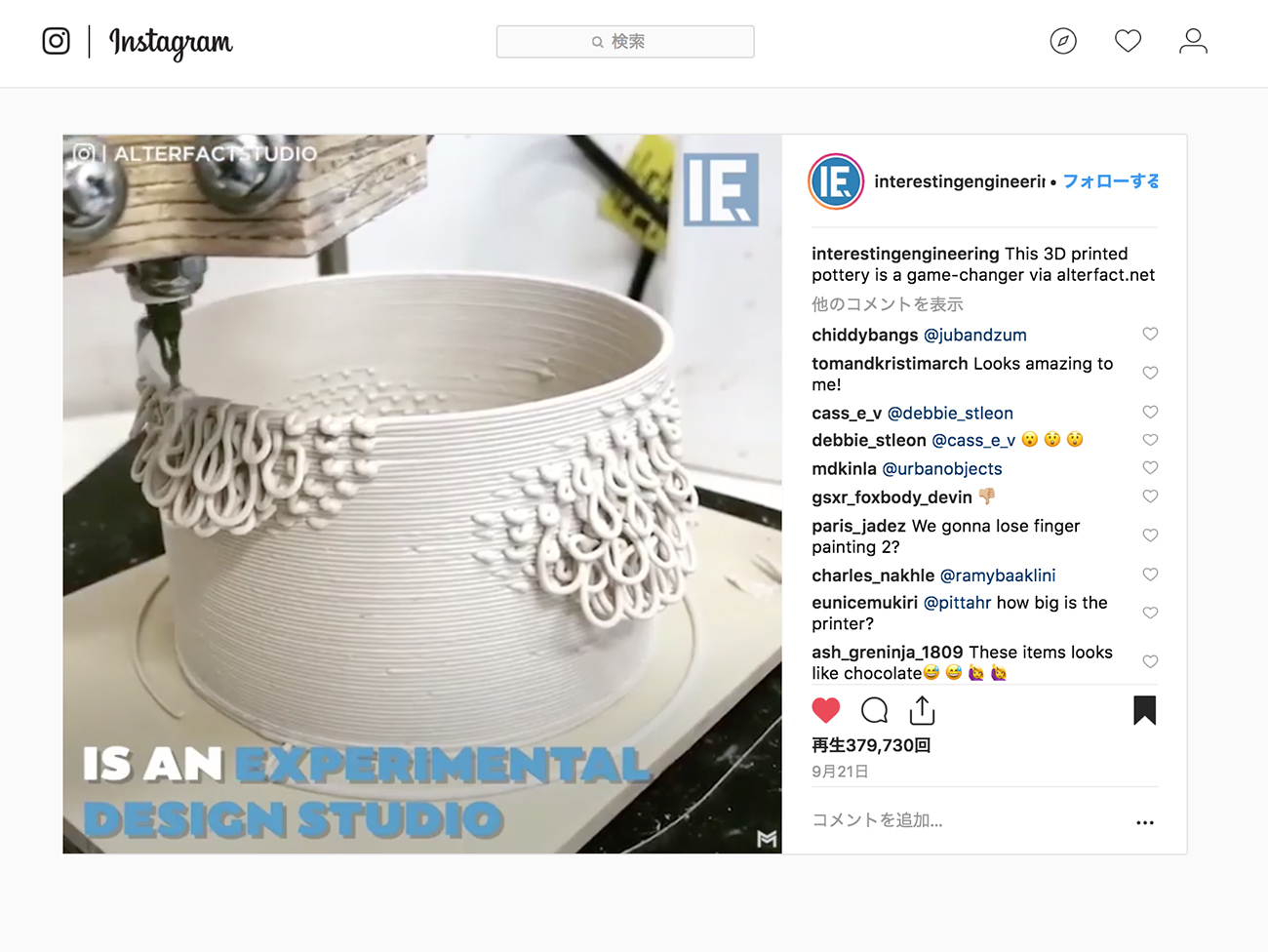
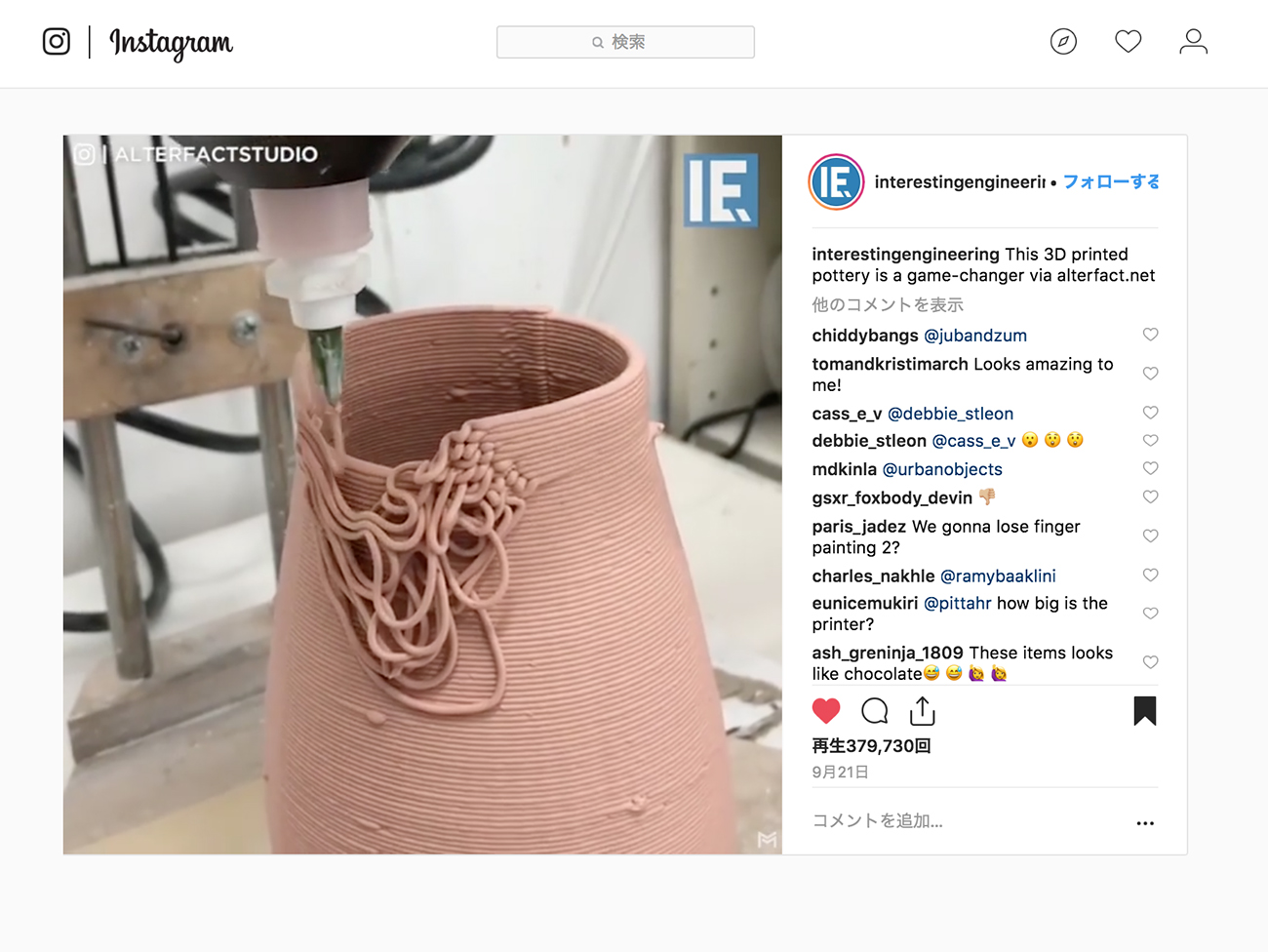
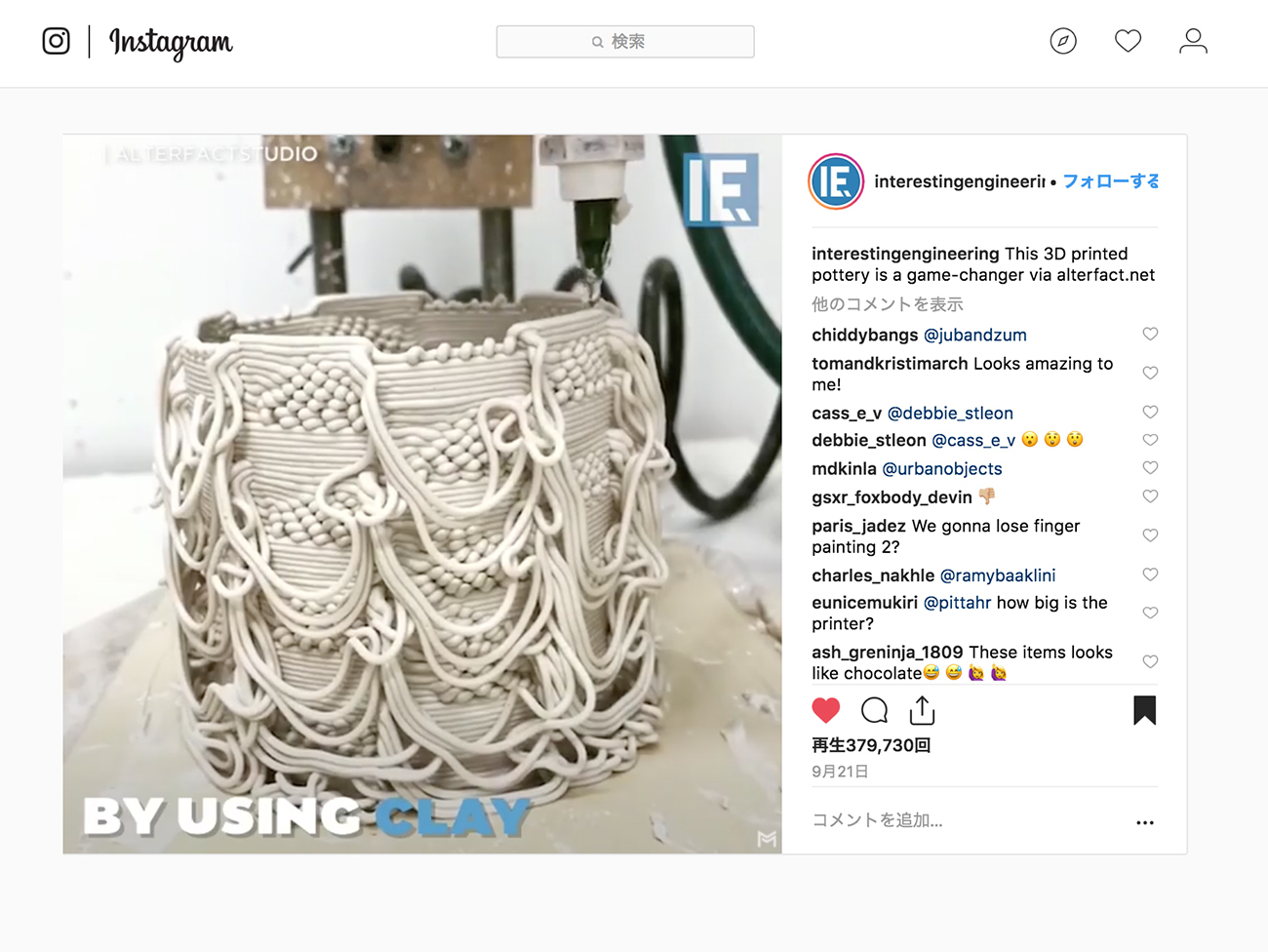
https://www.instagram.com/p/Bn_MkRNFoDC/?utm_source=ig_share_sheet&igshid=84wlgu7g9y2u&fbclid=IwAR2hwBIkCWpfYokgR3HTqiso7gF6-ca7bJ5GnXU8goyQNyb-bOicC6sbhhg -
吐出量でのテクスチャや、毛の表現
// FDM の gcode での表現等の研究をしている明治大学・高橋先生(https://haruki.xyz/)




Next Step??
Desktop
- Helical (Z変化の gcode) // OK
- 棒、螺旋の柱 // モデリング途中
- 曲面仕上げプリント
- 空中でブリッジ
Big
- ずらし
- 広がるグリッド
Helical Printing - 181105
一筆書き、螺旋で巻きながら積み上げる
一層目は、普通に 0.2mm。
螺旋部分は、0.2mm ピッチ X 1.5倍のレイヤー厚で。
zが変化するポリラインも gcode にできた。
フラットな一層目と、螺旋8周、2本のポリライン。

綺麗にできてる


長め
途中で若干脱調気味??
後半剥がれた

棒、螺旋の柱
棒の下に十字のスカートとか要るかも
Set Extruder Value
E の値の指定方法を gcode の最初に宣言する
M82 と M83
普通のスライサでスライスすると、M82 になる。
値を累計加算する感じ。
Makes the extruder interpret extrusion as absolute positions.
This is the default in repetier.
(https://reprap.org/wiki/G-code#M82:_Set_extruder_to_absolute_mode)
その行ごとに解釈するのが、M83
Makes the extruder interpret extrusion values as relative positions.
(https://reprap.org/wiki/G-code#M83:_Set_extruder_to_relative_mode)
Ref.
G-code(RepRap community Wiki) // 本家(英語)
https://reprap.org/wiki/G-code
G-code(RepRap community Wiki) // 日本語版
https://reprap.org/wiki/G-code/ja
Grasshopper の gcode 生成のアドオン、silkworm
https://projectsilkworm.com/
https://github.com/ProjectSilkworm/Silkworm
FDM の gcode での表現等の研究をしている明治大学・高橋先生
https://haruki.xyz/